TAPERAL™ and GASAL™ Application Success
Project Profiles
Client Challenge
Undersaturated reservoirs are common in Canadian heavy oil applications. In these reservoirs, the fluid is made up of oil, dissolved gas, and some water, all held under pressure. In Cold Heavy Oil Production with Sand (CHOPS) operations, when pressure drops below the bubble point, gas begins to come out of solution. This creates gas bubbles within the oil that expand and help push the oil toward the wellbore, acting as a key driver for production. However, when pressure drops too quickly, large amounts of gas can be released, leading to free gas and foamy flow conditions.

As pressure decreases, gas expands significantly, following basic gas behavior where lower pressure results in higher gas volume. Aggressive production methods, such as lowering fluid levels to reduce bottomhole pressure, can increase gas breakout even further. As more gas becomes mixed with the produced fluids, it creates challenges for progressing cavity pumps (PCPs). Gas takes up space that would otherwise be filled with liquid, reducing pump efficiency. Gas‑rich fluids provide less lubrication, reduced pump efficiency and inadequate cooling, which speeds up associated damage modes like wear and slippage.
To compensate for this low-efficiency state, operators often deploy oversized pumps to enable lower rotational speeds while maintaining gas recompression at the discharge. However, this approach increases torque and potentially horsepower requirements, resulting in higher mechanical loading on the rod string and surface equipment while maintaining elevated cycle counts and power consumption.
A more effective strategy is to minimize free gas at the pump intake by separating or diverting gas prior to entry. This improves liquid volumetric efficiency and reduces pump cycles. Implementation in horizontal wells remains challenging, as pump intakes are typically positioned above the perforation interval, limiting the effectiveness of gravity-driven separation within the annulus.
Application Details
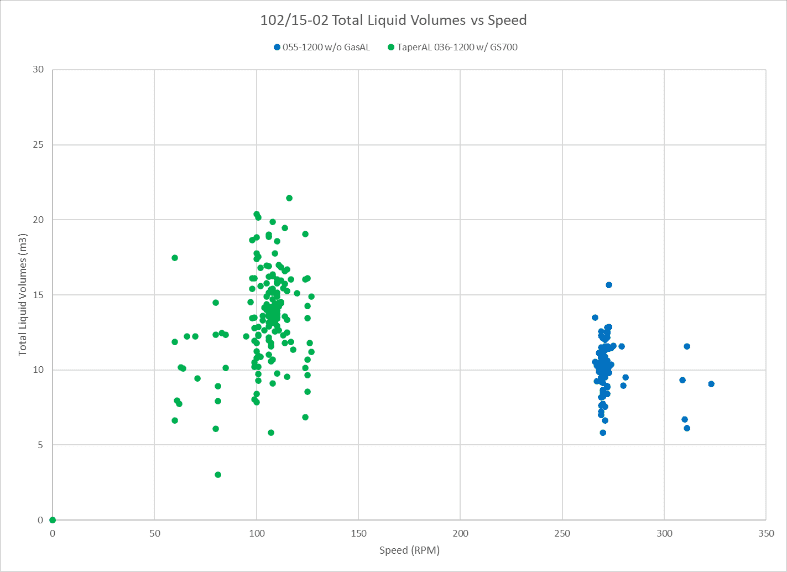
The application involved a horizontal multilateral well producing heavy oil from the Clearwater Formation, completed in 177.8 mm (7″) casing. Production design targets were 12 m³/d, with a gas to oil ratio (GOR) of approximately 186 m³/m³ and BS&W of 12%. The dead oil viscosity was approximately 1,800 cP.
The GasAL downhole gas separator is available in multiple sizes to optimize annular flow capacity for specific casing diameters. To support equipment selection, the Lifting Solutions Engineering and Technical teams developed a sizing methodology defining maximum production capacity as a function of fluid viscosity.
Based on operating conditions, this application aligned with the GS412 series; however, the GS700 series was selected due to the available casing diameter. The larger geometry reduces fluid velocity within the separator, enhancing gas bubble rise and improving separation efficiency, thereby minimizing gas carryover into the pump intake.
Client Goals
The client’s primary objective was to reduce the gas volume fraction (GVF) entering the pump intake to improve pump efficiency, operational longevity, and reduce operational costs. Success criteria included:
- Increase PCP liquid volumetric efficiency
- Reduce operating speed (cycle count) to minimize elastomer and rod fatigue while lowering power
consumption - Enable the use of a smaller pump to reduce workover costs, torque loads, and torque fluctuation
severity - Improve overall PCP runtime
Achieving these targets would allow consistent deployment of smaller pump systems while maintaining production rates. This would reduce workover frequency, power consumption, and system loading, thereby extending the service life of both the rod string and PCP.
LS Solution
To address these challenges, the Lifting Solutions Engineering and Technical teams implemented a combined system consisting of the GasAL downhole gas separator and the TaperAL progressing cavity pump (PCP).
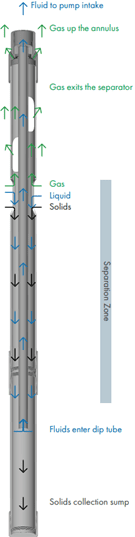
The GasAL separator utilizes standard oilfield tubulars and connections to ensure compatibility with conventional completions. Its geometry maximizes annular flow area, reducing liquid velocity and improving gas/liquid separation efficiency. Within the separation zone, reduced velocity promotes gas bubble rise while allowing solids to settle below the flow path. The resulting low-GVF fluid enters a free-fall dip tube positioned on the low side of the tool, leveraging gravity to enhance gas disengagement prior to entering the PCP intake.
The TaperAL PCP incorporates a tapered stator geometry, with higher compression at the intake and reduced compression at the discharge. This design distributes pressure and mechanical loading more uniformly along the pump length, mitigating localized stress concentrations. In high GVF environments, this reduces the tendency for failure at the discharge end, where gas recompression is most severe. The result is improved durability and extended operational life.
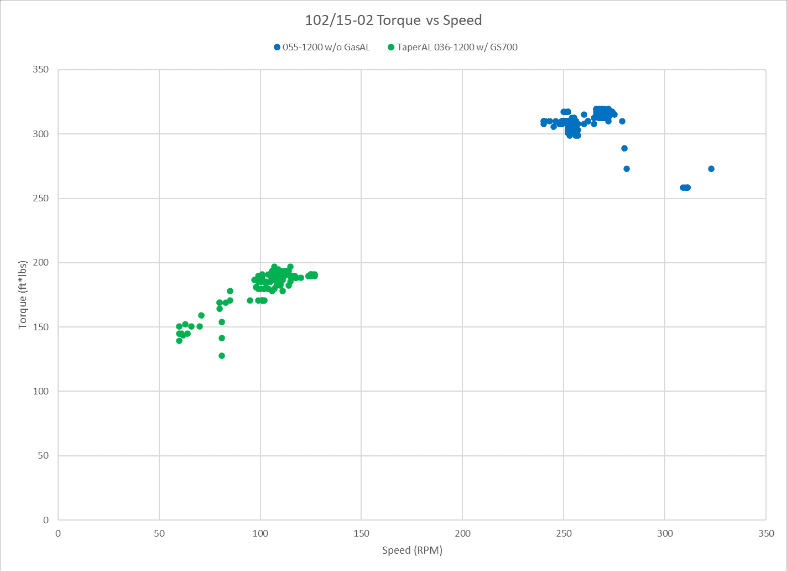
Reduced Torque & Power Consumption
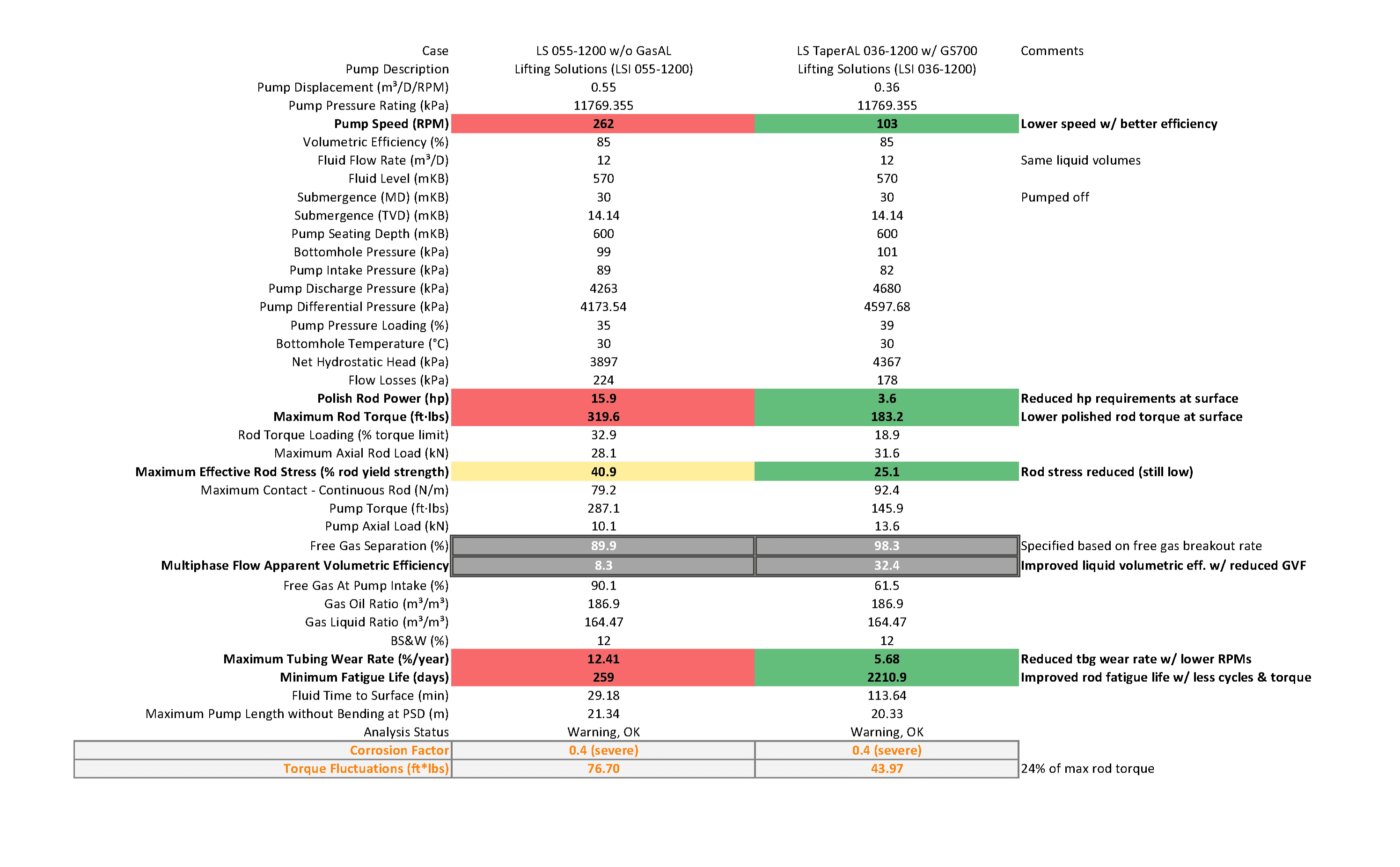
Improved pump volumetric efficiency enabled the use of a smaller PCP without compromising production rates. The previous 055-1200 conventional PCP was replaced with a 036-1200 TaperAL PCP, representing an approximate 35% reduction in nominal capacity.
This downsizing resulted in a significant reduction in system torque. Average torque decreased from approximately 310 ftlbs to 183 ftlbs, representing a ~41% reduction. Lower torque reduces rod string loading and minimizes fatigue associated with torque fluctuations.
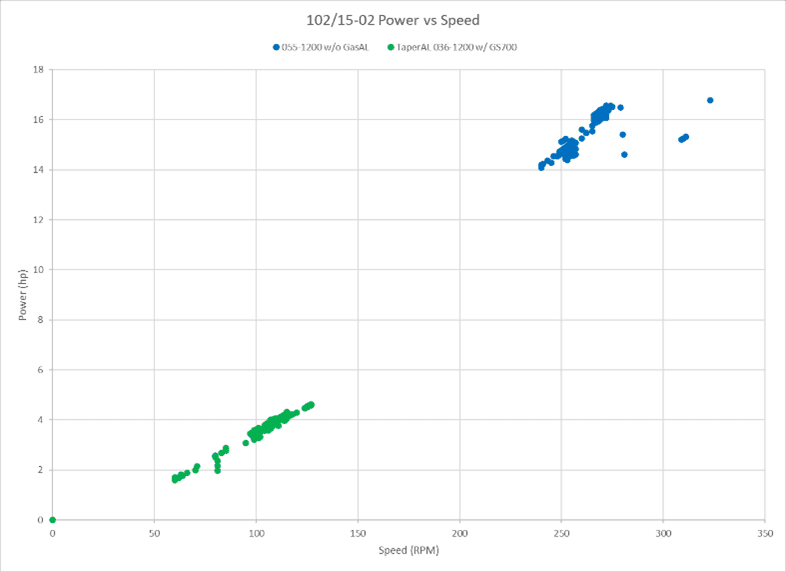
Power consumption was also substantially reduced. The conventional PCP operating at 261 RPM required approximately 15.4 hp, whereas the TaperAL PCP operating at 104 RPM required approximately 3.7 hp, corresponding to a ~76% reduction in power consumption.
Reduced Cycle Count
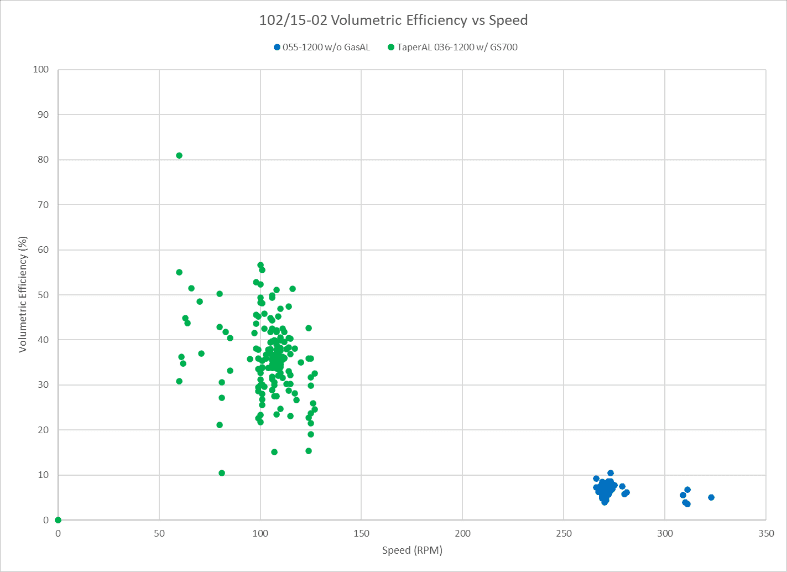
Improved volumetric efficiency, primarily attributed to the GasAL separator, enabled operation at significantly lower speeds while maintaining production rates. The conventional system operated at approximately 261 RPM with ~8% efficiency, whereas the GasAL/TaperAL configuration operated at 104 RPM with ~36% efficiency, despite the smaller pump size.
This represents an approximate 60% reduction in the cycle count, significantly reducing cyclic loading and wear on both the stator elastomer/rotor chrome and rod/tubing string.
While the GasAL separator improves gas separation and efficiency, the TaperAL PCP remains critical for managing residual gas entering the pump. Its design mitigates the damaging effects of gas compression that would otherwise accelerate failure in conventional PCP systems.
Below are the two cases being discussed run in the CFER PC Pump software as a batch comparison table, highlighting the key differences with additional commentary.
Conclusion
Through collaboration with the client, a combined GasAL downhole gas separator and TaperAL PCP system was successfully deployed to address gas interference in this heavy oil application. The solution achieved substantial reductions in power consumption, torque, and its cycle count, while maintaining target production rates.
Operational benefits include:
- Significant reduction in power costs (~76%)
- Lower torque and rod loading (~41%)
- Reduced cyclic fatigue (~60% decrease in RPM)
- Maintained production with a smaller pump configuration
At the time of reporting, insufficient runtime has elapsed to fully quantify long-term improvements in pump longevity. However, early performance indicators confirm that the system is effectively reducing mechanical loading and operating costs, with strong potential for extended runlife as field data continues to be collected.
Let’s solve your lift challenges.
Reach out and Experience Performance with Lifting Solutions.