GasAL™ Separator Application Success
Project Profiles
Project Information
| Client Name: | Confidential |
| Location: | Smith, Alberta, Canada |
| Field Application: | Clearwater Formation, Foamy Oil |
| Evaluation Period: | May 2025 |
| LS Products and Services: | GasAL™ DH Separator |
Client Challenge
Undersaturated reservoirs are common in Canadian heavy oil applications, where the reservoir fluid consists of oil, dissolved solution gas, and connate water under pressure. In Cold Heavy Oil Production with Sand (CHOPS) operations, depressurization of the live oil below the bubble point induces exsolution of dissolved gas, leading to in-situ gas bubble expansion. This gas evolution serves as a primary production drive mechanism, displacing oil toward the wellbore. However, the rapid pressure decline and associated gas liberation often result in free gas generation or foamy flow behavior.
This process is governed by the Ideal Gas Law, where gas volume expands inversely with absolute pressure. Aggressive drawdown strategies like lowering fluid levels to reduce bottomhole pressure, promoting inflow, will amplify gas breakout and expansion. The increasing gas fraction within the produced emulsion introduces challenges for progressing cavity pump performance. Gas entrainment reduces pump volumetric efficiency, as free gas displaces liquid within the pump cavities. Additionally, the reduced lubricity and cooling capacity of gas-laden fluids accelerate stator elastomer damage. The increased cycles required to maintain production under these conditions further contribute to elastomer fatigue and premature failure.

To mitigate this low efficiency state, oversized pumps are often needed to lower the operational speeds required to effectively move fluid to the surface by compressing the gas back into solution at the discharge. However, this approach increases operational torque, transferring higher mechanical loads to the rod string and associated surface equipment.
A more effective practice is to minimize gas production at the pump intake by diverting or separating free gas prior to entry. This enhances liquid volumetric efficiency and reduces pump wear. Achieving this in horizontal wells remains challenging, as pump intakes are typically positioned above the perforation interval, limiting the effectiveness of gravity-driven gas separation within the annulus.
Application Details
The application involved a horizontal multilateral well producing heavy oil from the Clearwater Formation, completed with 177.8 mm (7″) casing. Production design targets were 17 m³/d with a gas–oil ratio (GOR) of approximately 171 m³/m³ and basic sediment and water (BS&W) of 10%. The dead oil viscosity was measured at approximately 5,000 cP.
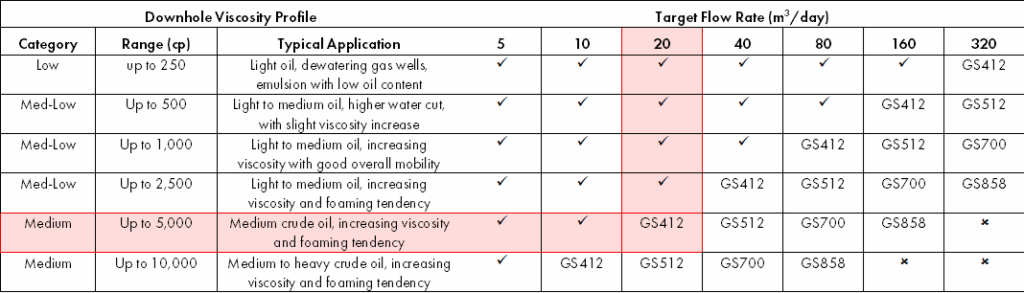
The GasAL downhole gas separator is available in various sizes, each designed to optimize annular flow capacity within specific casing diameters. To support equipment selection, the Lifting Solutions engineering and technical teams developed a sizing chart that defines maximum production capacities for each separator series as a function of downhole fluid viscosity.
Based on the operating conditions, this application aligns with the GS412 series specifications. However, given the 177.8 mm casing, the larger GS700 series can be utilized to further reduce fluid velocity within the separator. The reduced velocity enhances the relative rise of liberated gas bubbles, improving separation efficiency and minimizing gas carryover into the pump intake.
conventional pcp failure
The previous installation in this application utilized an 085-1000 series conventional PCP, which operated downhole for approximately 420 days. During its operational lifecycle, the pump exhibited an average liquid volumetric efficiency of around 13%, with an average operating speed of 160 RPM and a corresponding production rate of 17 m³/d.
The low efficiency, combined with the oversized pump configuration, had a detrimental effect on pump and equipment longevity. Upon retrieval, a Level 1 (L1) field inspection revealed significant elastomer degradation, including thermal damage and missing elastomer material in the upper half of the stator, as shown in Figure 2. The rotor also displayed evidence of heat checking, as shown in Figure 3.


These failure mechanisms are characteristic of operation under high gas volume fraction (GVF) fluid conditions. Specifically, the loss of elastomer in the upper stator section indicates uneven pressure and load distribution along the pump length. In such scenarios, the discharge end of the PCP bears the majority of the workload, as it is responsible for recompressing the liberated gas back into solution. This localized concentration of mechanical and thermal stress accelerates elastomer failure and contributes to premature pump failure.
Client Goals
The primary objective for the client was to reduce the gas volume fraction (GVF) entering the pump intake to improve both pump efficiency and operational longevity. Performance would be deemed successful upon demonstrating three key outcomes:
- A measurable increase in free gas production within the casing annulus, indicating effective downhole gas separation.
- A pump volumetric efficiency exceeding 75%.
- A durable DH tool design suitable for oilfield handling and workover procedures.
Achieving these targets would enable the client to RIH with a smaller pump series in future operations. Resulting in reduced workover costs, lower operational speed, and lower overall system torque, thereby reducing overall rod loading, fatigue/wear cycles, and extending the life of the rods sting.
LS Solution
With the defined performance objectives, the Lifting Solutions Engineering and Technical teams collaborated with the client to develop an effective downhole gas separator specifically engineered to improve pump efficiency in wells with gas-related challenges, the GasAL.
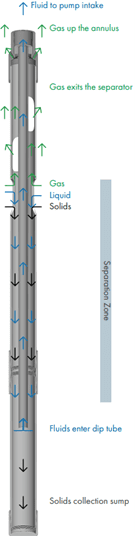
The GasAL downhole gas separator was designed using standard oilfield tubulars and connections, ensuring compatibility with conventional completion designs. The separator geometry was optimized to maximize annular flow area, thereby reducing liquid phase velocity and enhancing gas/liquid separation efficiency. Within the separation zone, the lower annular flow velocity facilitates gas bubble rise through the emulsion while allowing solids/liquids to settle below the separation zone. The resulting low GVF fluid then enters a free-fall dip tube, which leverages gravity by positioning the intake on the low side of the separator. This promotes additional natural, gravity-based gas separation before the fluid is directed toward the PCP intake, improving liquid volumetric efficiency and overall pump performance.
Following the workover of the 085-1000 conventional PCP, a GS700 series GasAL was deployed in combination with a smaller 036-1200 TaperAL™ PCP. The TaperAL pump was selected for its enhanced performance and extended runtime capability in high gas volume fraction (GVF) environments where conventional PCPs typically experience early failures. More information is available on the TaperAL PCP technology upon request, as it is somewhat out of the scope of this case study.
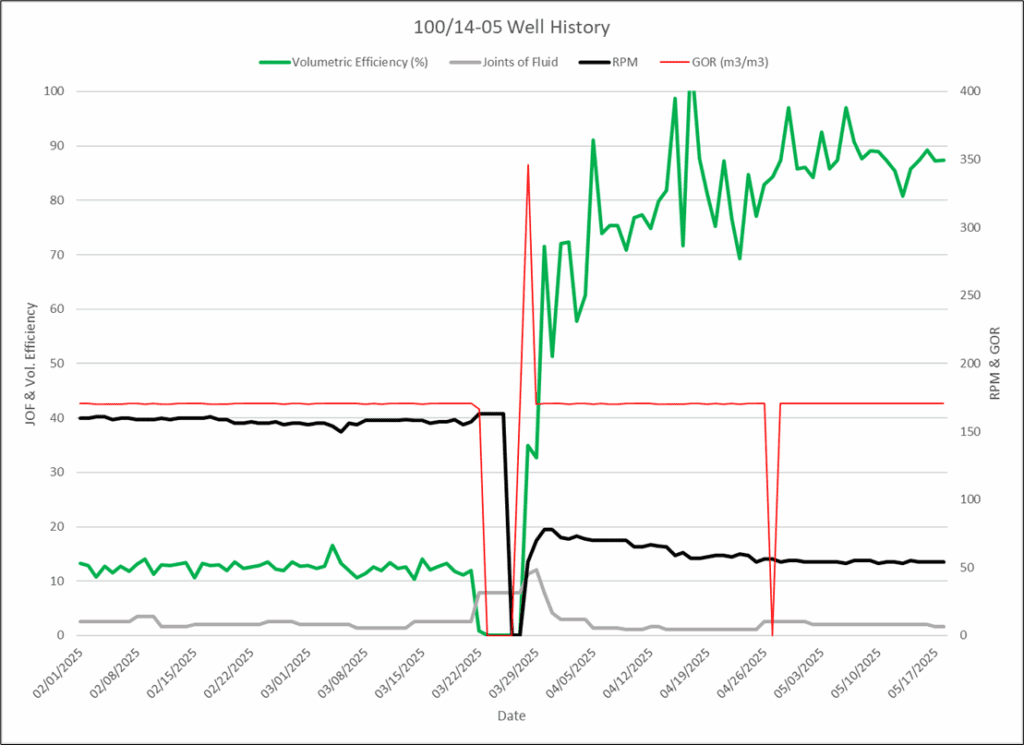
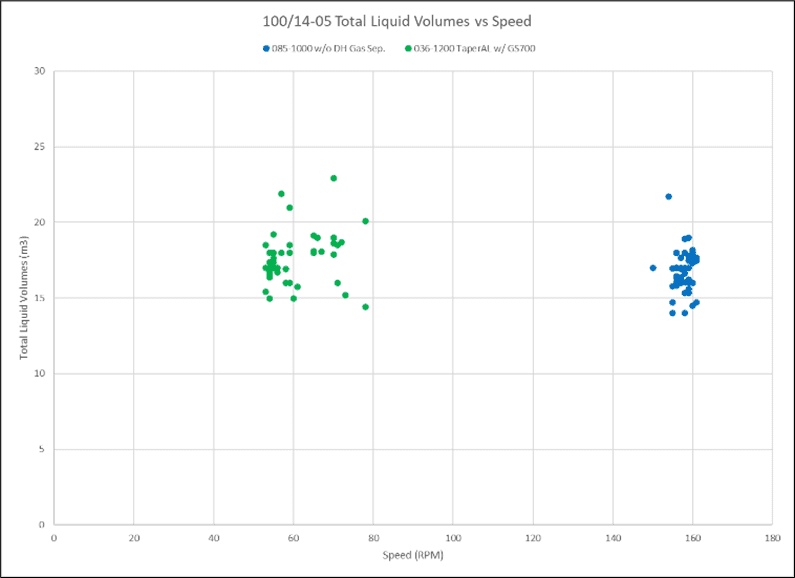

Figure 5, GS700 Install w/ 036-1200 TaperAL PCP
Post-installation performance data indicated a significant improvement in pump efficiency. Once the system was optimized, the volumetric efficiency increased to approximately 85%, surpassing the client’s performance target.
Production trend analysis demonstrated that the smaller 036 series PCP achieved comparable production rates to the previously installed 085 series pump, but at substantially lower operational speed and torque. This reduction in mechanical loading not only enhances pump longevity but also reduces rod string stress, mitigates fatigue-related failures, and lowers surface drive power consumption.
As of October 2025, the GS700 GasAL and 036-1200 TaperAL PCP configuration remains in continuous operation, maintaining improved volumetric efficiency and stable production performance.
Conclusion
Through close collaboration with the client, an effective free gas mitigation strategy was developed and implemented to enhance PCP liquid volumetric efficiency for this specific heavy oil application. Deployment of the GasAL downhole gas separator resulted in a measurable improvement in pump performance, increasing liquid volumetric efficiency from approximately 13% to 85%, a relative improvement of roughly 5.5x.
By reducing the gas volume fraction (GVF) at the pump intake, the GasAL system improved pump performance and reduced operational loading, including speed, torque, and horsepower requirements. These improvements directly translate to lower operating costs, extended equipment life, and improved overall well economics.
Following the success of this installation, multiple additional GasAL units have been deployed across the client’s field, with comparable positive results observed in subsequent wells. Ongoing monitoring and performance data collection will continue to validate the long-term reliability and efficiency benefits of the GasAL technology in similar reservoir conditions.
Let’s solve your lift challenges.
Reach out and Experience Performance with Lifting Solutions.